我们精心制作的(湘潭)【当地】无缝管【热镀锌角钢 】品质有保障产品视频已经准备就绪,【一睹真容!】产品视频,全方位呈现产品魅力!
以下是:(湘潭)【当地】无缝管【热镀锌角钢 】品质有保障的图文介绍
[当地]无缝管【热镀锌角钢 】品质有保障")
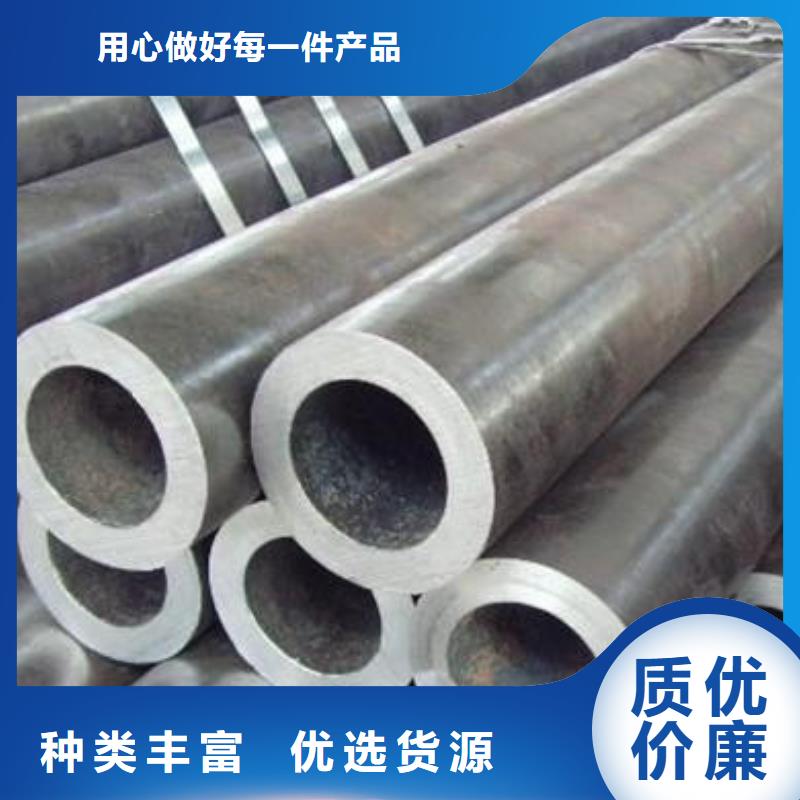
冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不清除。D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。E、钢管两端应切成直角,并清除毛刺。不锈钢无缝管的制造工艺:1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
[当地]无缝管【热镀锌角钢 】品质有保障")
湘潭热镀锌圆钢
[当地]无缝管【热镀锌角钢 】品质有保障")
[当地]无缝管【热镀锌角钢 】品质有保障")
实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。无缝管按GB/T8162-87规定4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全清除掉,清除后不得使壁厚和外径超过负偏差。4.3、钢管的两端应切成直角,并清除毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
[当地]无缝管【热镀锌角钢 】品质有保障")
[当地]无缝管【热镀锌角钢 】品质有保障")
[当地]无缝管【热镀锌角钢 】品质有保障")
与我们合作,能提高您的效率,降低时间和人工成本,提高 湘潭热镀锌圆钢产量与质量,提升产品与企业形象,增强竞争力。 我们将以热诚的服务,良好的 湘潭热镀锌圆钢产品质量,竭诚为广大用户走上致富之路。 阔恒兴旺贸易有限公司宗旨,以质量求生存,以服务求发展。
[当地]无缝管【热镀锌角钢 】品质有保障")
[当地]无缝管【热镀锌角钢 】品质有保障")
[当地]无缝管【热镀锌角钢 】品质有保障")



 扫一扫
扫一扫